���ݶ��Ѿ��ܙCе����˾
С�������˽ⲻ�P��T�����Ӳ����_��
��ͣ��� ����r�g��2020-8-13
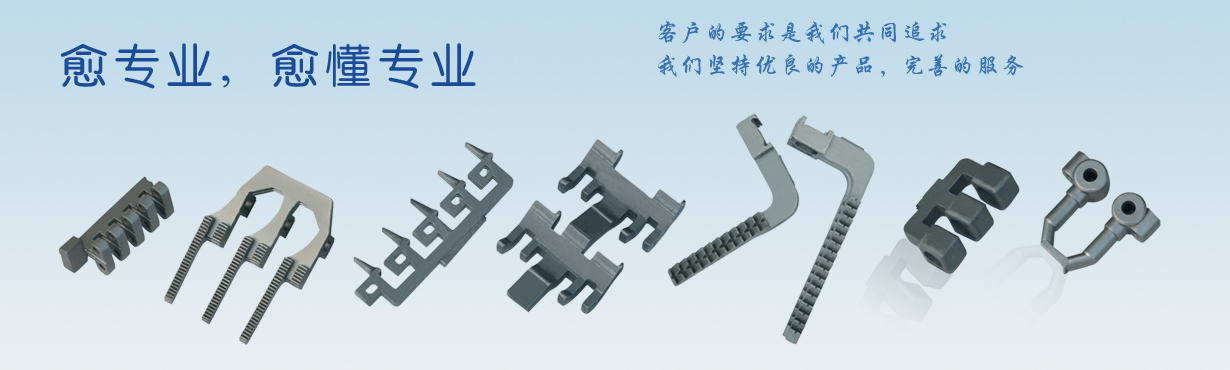
�aƷ�DƬ��H_imgg
���P��T����Ʒ�|�Dz����_���c���P��T���ĝ�ע�ܲ��ɷ�������������˸��õث@���_�˵IJ��P��T��������������в��P��T���ĝ�ע���������粻���Շ�֔�IJ��P��T���ĝ�ע���������P��T���_չ��ע��Ԓ���͛]�k���@���_�˵IJ��P��T������������֔����ѭ���P��T���ĝ�ע�˜�Ҏ��ʮ����Ҫ�����
��������ڝ�ע���P��T���ĕr���������Ҫ������Ʋ��P��T���ĝ�ע�ضȺ͝�ע�ٶ���������˲��P��T���ĝ�ע����������ʲô��?��ﵽ��ԓ����һЩ��ô�ӵ������?��С���펧����J�Rһ�°ɣ�
����1���������ע�ض�������һ�ӵĝ�ע�ضȌ����P��T����Ʒ�|�ĸɔ_�e�����������Ҫ�����҂�����Ҫ��ע�IJ��P��T���ĺϽ������������T���������T�������_��ͬ�r�_���m�˵ĝ�ע�ضȡ�ͨ����r�������������ڝ�ע���P��T���r�_���ĝ�ע�ضȑ�����1540-1580��֮�g;
����2�������ע�ٶ����������ע���ٶ����P���P��T�����͵��ٶȣ������������ڴ_����ǻ�ȵĚ��w���ų��^��ͨ���ėl�������������һ�Ә˜ʵIJ��P��T����ȡ��һ�ӵĝ�ע�ٶ�������ͨ����r��������҂�ᘌ��˜�ͬ�r���̵IJ��P��T��������ȡ�^��ĝ�ע�ٶ��������ᘌ����F������̵IJ��P��T�������������ȡ�^���ĝ�ע�ٶ�;
����3�������ڝ�ע�����Ͳ��P��T���ĕr��Ҫ������������ˮ��Ҫ�o��2��犲��܉��_չ��ע;
����4�����P��T����ע�ɹ��Ժ�������Ҫ���T��������ꮅ�Ժ�����ж�����F���俨�����Ȼ��ʹ���P��T���γ��Ѽy��
��������ڌ����P��T���_չ��ע�ĕr��һ��Ҫ��֔�����՝�ע�˜�Ҏ�����ܫ@���_�˵IJ��P��T�������
���P������T���ڌ��F����ĭh�����������������ļӹ���ˇ�ģ�����ĭh�����܉��������������Ʒ�ĸ��N��ʽ����ģ���������P������T���܉�����ķֳ����°�ģ�����������������������١����������g�����܇������늻ȾC���Թ�ˇ���F�ɹ�������
�������P䓾����T���Ҏ��Ͱ��Ә�ʽ�Ǻ����ĸ�����Ʒ�İ�߅����ͬ�ģ����\�Õr��Ҫ������Dģ��Ҫ���ڹ��IϞ�����\�ã�����ڌ��F�x��r�����c������Ӳ�Ș˜ʲ�����������\�Õr�r���^�鄝�����|���^�p���X�Ͻ���|��ģ�ߡ�
�������P䓾����T�������a����r��횺����Č���Ϟģ�ĸ����������F���ޣ����\�Õr������ȥë�̺�����һ��Ϟģճ�����ȻI�� �õ�ģ�^�ϣ���ģ�^ͬ������Ϟģ���a������Ĺ��IϞ��о���wģ������
�������P䓾����T��������Č������Ѵ_����ģ�^�ϵĶ���ϞģͿ�Ϲ��I�zˮ���QͿ��һ�Ӽ�ɰ��������ɰ�w���^С���ܼ������һ���ܱ��C�ȶ�ë����ӱM���ܵĹ⻬��ā��
������www.whpt111.com��

���ݶ��Ѿ��ܙCе����˾��Ҫ�aƷ�У������T�����p���T�������侫���T���������r�ÙCе�����T�������������Cе�����T����������C��T����������i���T������������P��T������������z�����T�����̼��T���������p�x�C�T����������T���������������T�������F����T���������������T�������Ҿ�����T������������T���Ⱦ����T�����x�Ç��H�����M�Ĺ����z�T�칤ˇ������N�T�����ܶȸ��������Ʒ�|����������